 あなたはここにいる:
あなたはここにいる:








OPVCパイプ押出機
お問い合わせ
PVC-Oパイプの紹介
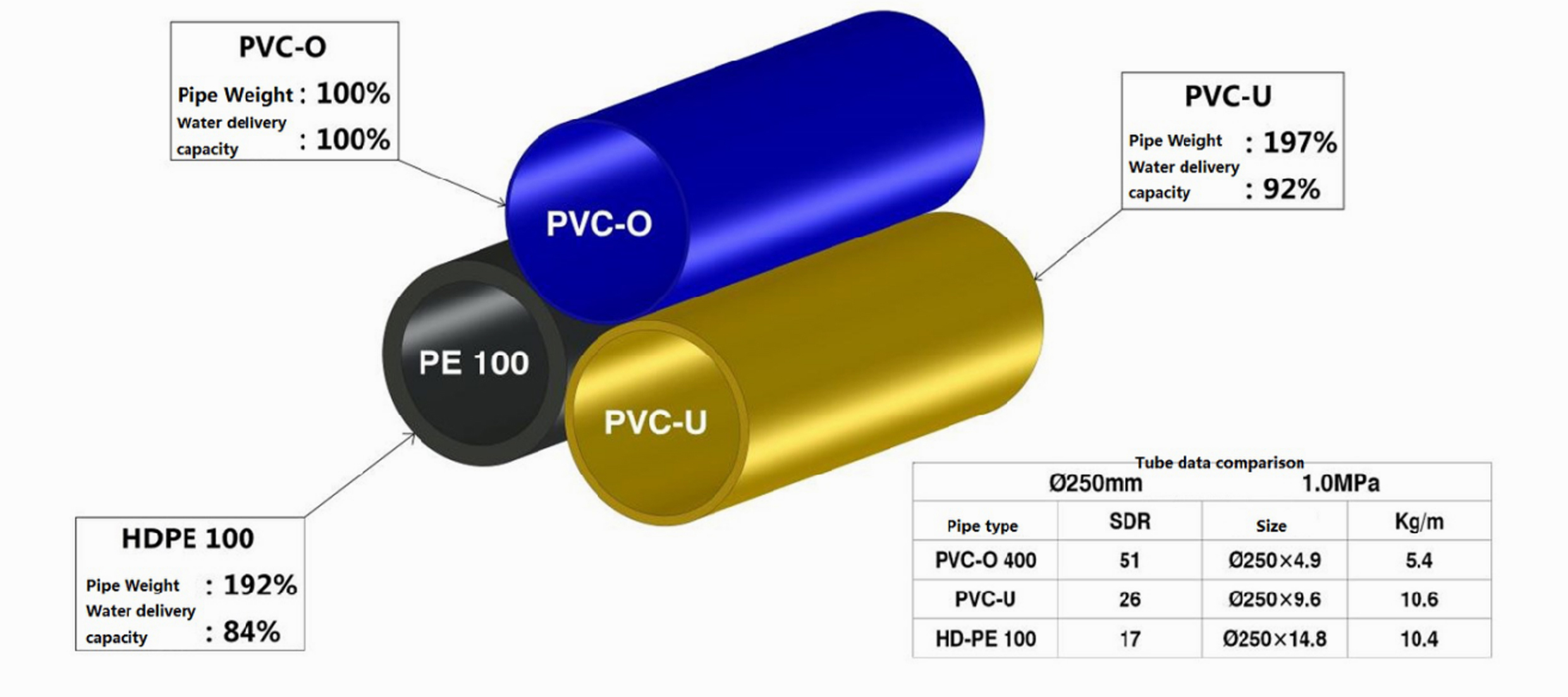
● 押出成形されたPVC-U管を軸方向と径方向に延伸することで、管内の長いPVC分子鎖が二軸方向に整然と配列し、PVC管の強度、靭性、耐性が向上します。打ち抜き加工性、耐疲労性、耐寒性などの性能が大幅に向上しました。このプロセスで得られた新管材(PVC-O)の性能は、通常のPVC-U管を大幅に上回っています。
● 研究によると、PVC-U パイプと比較して、PVC-O パイプは原材料資源を大幅に節約し、コストを削減し、パイプの全体的な性能を向上させ、パイプの建設と設置のコストを削減できることがわかっています。
データ比較
PVC-Oパイプと他の種類のパイプの間
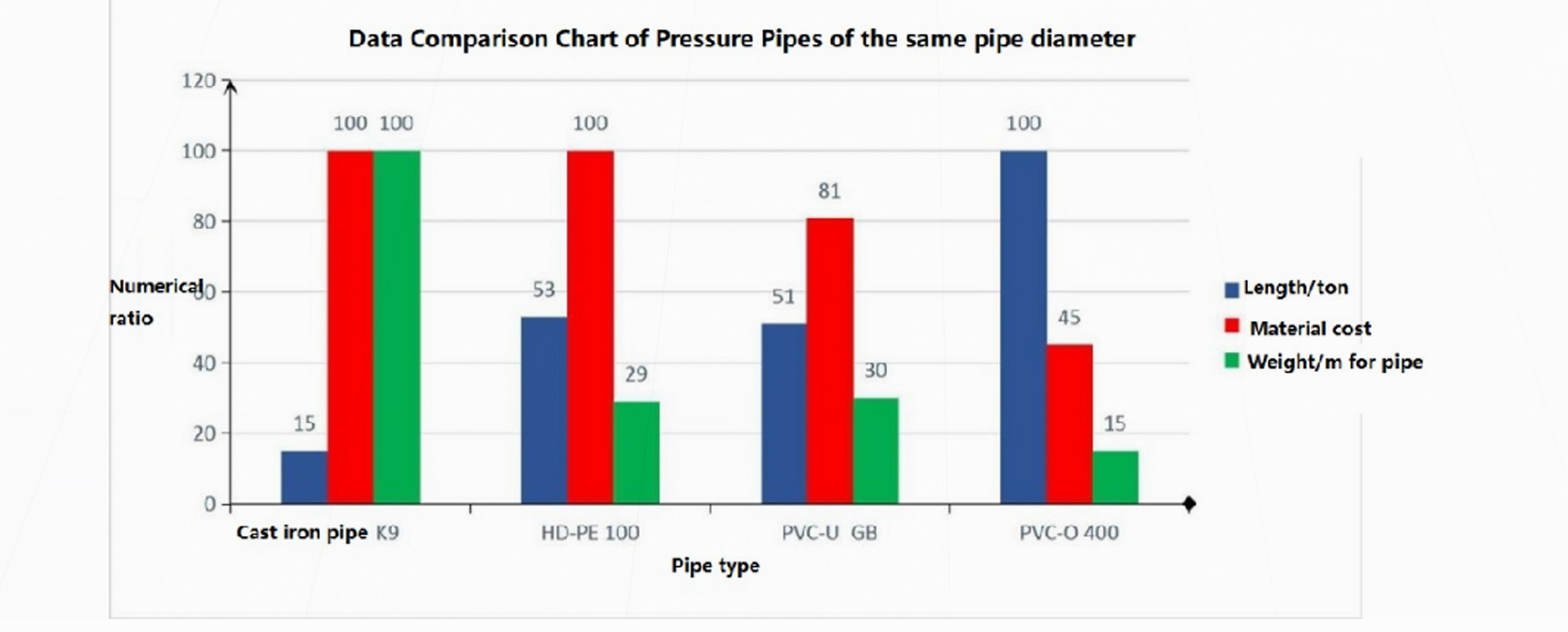
この図には、直径400mm未満の4種類のパイプ、すなわち鋳鉄管、HDPE管、PVC-U管、PVC-O400グレード管が示されています。グラフのデータから、鋳鉄管とHDPE管の原材料費が最も高く、基本的には同じであることがわかります。鋳鉄管K9の単位重量は最も大きく、PVC-O管の6倍以上であり、輸送、建設、設置が非常に不便であることを意味します。PVC-O管はデータが最も優れており、原材料費が最も低く、重量が最も軽く、同じ原材料量でより長いパイプを製造できます。
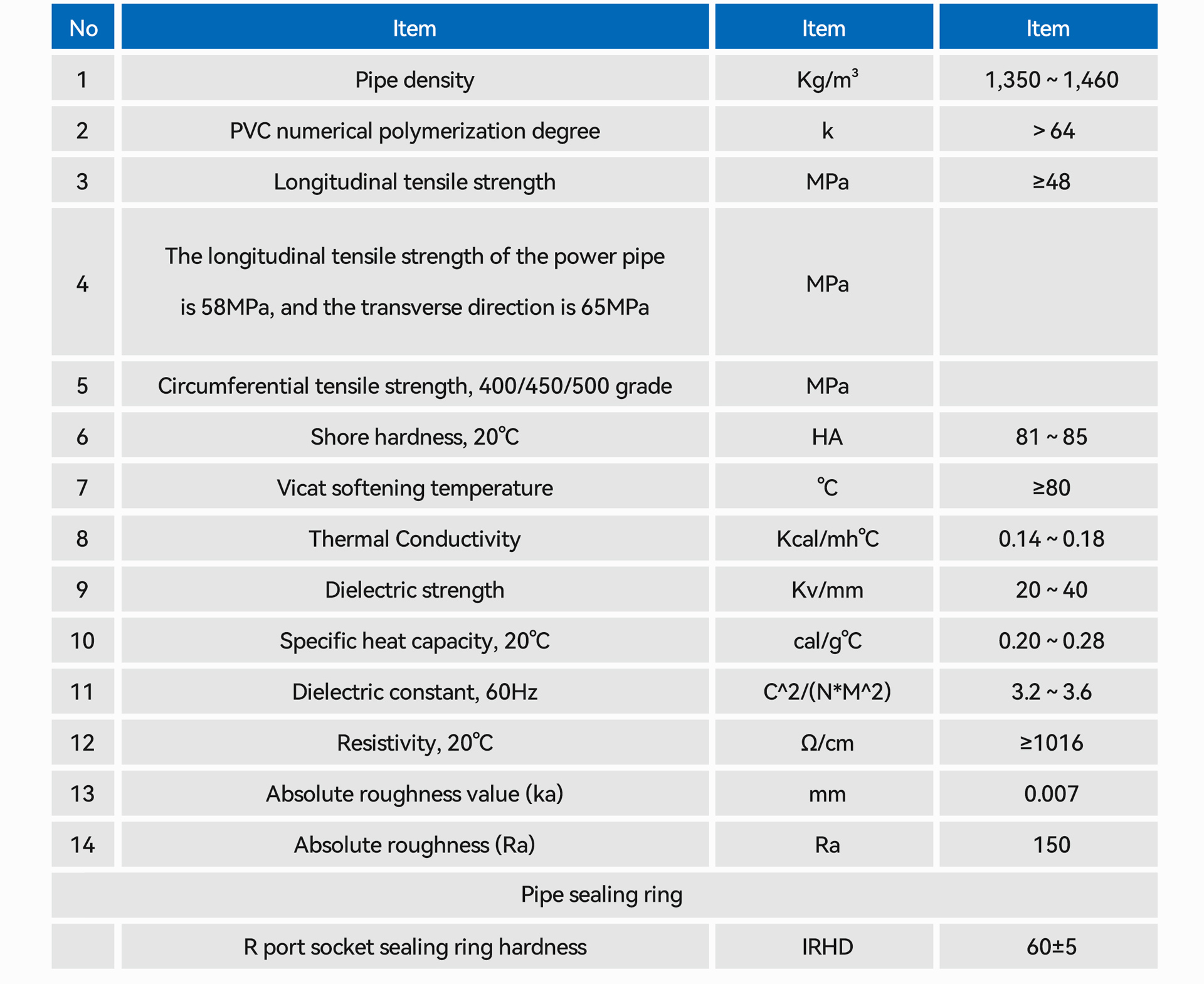
PVC-Oパイプの物理的指標パラメータと例
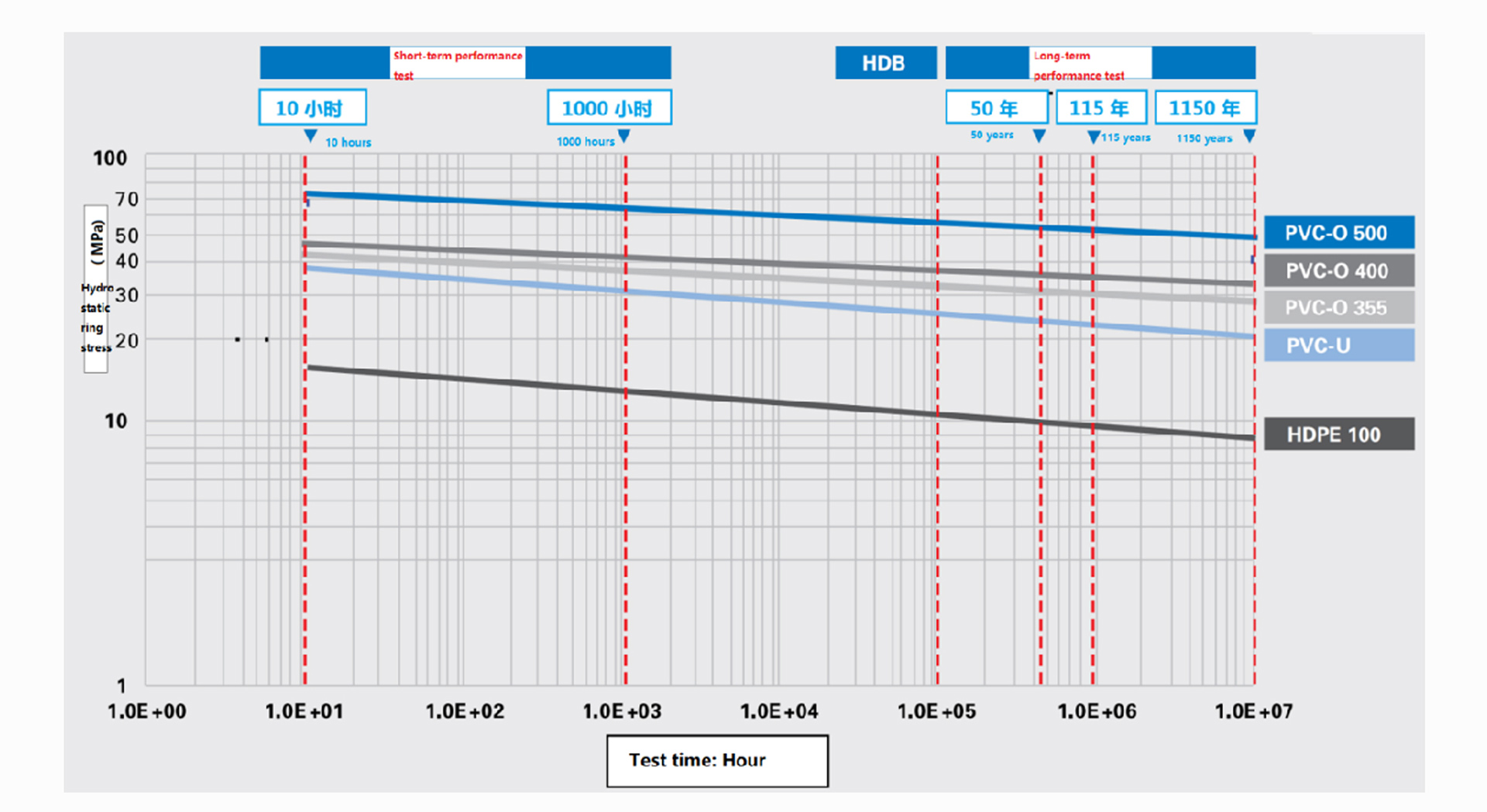
プラスチックパイプの水圧曲線の比較図
PVC-Oパイプの関連規格
国際規格:ISO 1 6422-2024
南アフリカ規格:SANS 1808-85:2004
スペイン規格: UNE ISO16422
アメリカ規格:ANSI/AWWA C909-02
フランス規格:NF T 54-948:2003
カナダ規格:CSA B137.3.1-09
ブラジル規格: ABTN NBR 15750
インド規格:IS 16647:2017
中国都市建設基準:CJ/T 445-2014
(英国国家規格が策定中)

並列二軸スクリュー押出機
● 強制水冷式バレル
● 超高トルクギアボックス、トルク係数25、ドイツINAベアリング、自社設計・カスタマイズ
● 二重真空設計
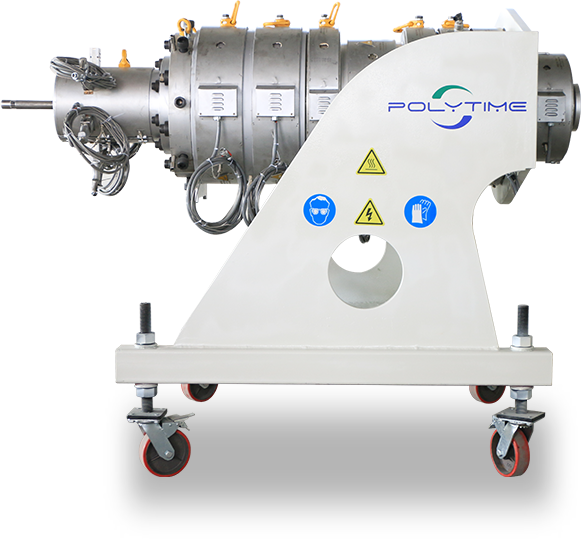
ダイヘッド
●金型の二重圧縮構造により、シャントブラケットによる合流チップを完全に排除できます。
● 金型には内部冷却と空冷があり、金型内部の温度を正確に制御できます。
●金型の各部品には持ち上げリングが付いており、独立して持ち上げたり分解したりできます。
真空タンク
● すべての真空ポンプにはバックアップポンプが装備されています。ポンプが故障した場合、バックアップポンプが自動的に起動し、生産の継続性に影響を与えません。各ポンプには独立したアラームと警告灯が装備されています。

● 真空ボックスの二重チャンバー設計により、真空の起動が速く、起動時および試運転時の無駄を省きます。
● 水タンク加熱装置付きで、水タンク内の水温が下がりすぎたり、凍結して始動不能になったりすることを防ぎます。
運搬ユニット
●スリット装置付きで、装置起動時にパイプを切断し、リード管の接続を容易にします。
●両端に電動昇降機構とホスティング機構が装備されており、生産工程で外径の異なるパイプを交換する際にセンターの高さ調整に便利です。

赤外線加熱機
● 中空セラミックヒーター、COSCOヒーター、ドイツから輸入された加熱プレート
● 加熱プレートに温度センサーを内蔵し、+1度の誤差で正確な温度制御を実現
● 加熱方向ごとに独立した温度制御
プラネタリーソーカッター
●クランプ装置はサーボシステムと連携して切断精度を向上させます

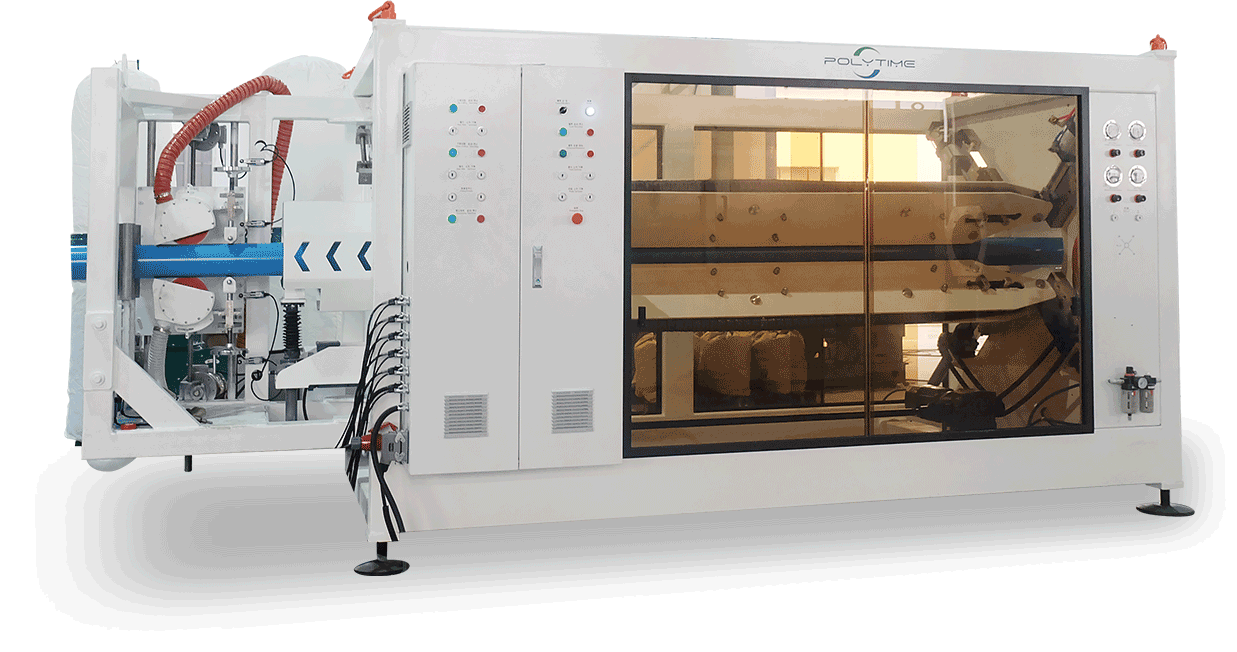
ベルマシン
● ソケット接続時には、パイプの加熱や収縮を防ぐためにパイプ内にプラグが入っています。
●プラグ本体のピックアップと配置はロボットによって完了し、完全に自動化されています
● オーブン内に水冷リングがあり、パイプ端面の加熱温度を制御できます。
● ソケットダイには温度を制御するための熱風加熱があり、独立した作業ステーションでトリミングします。

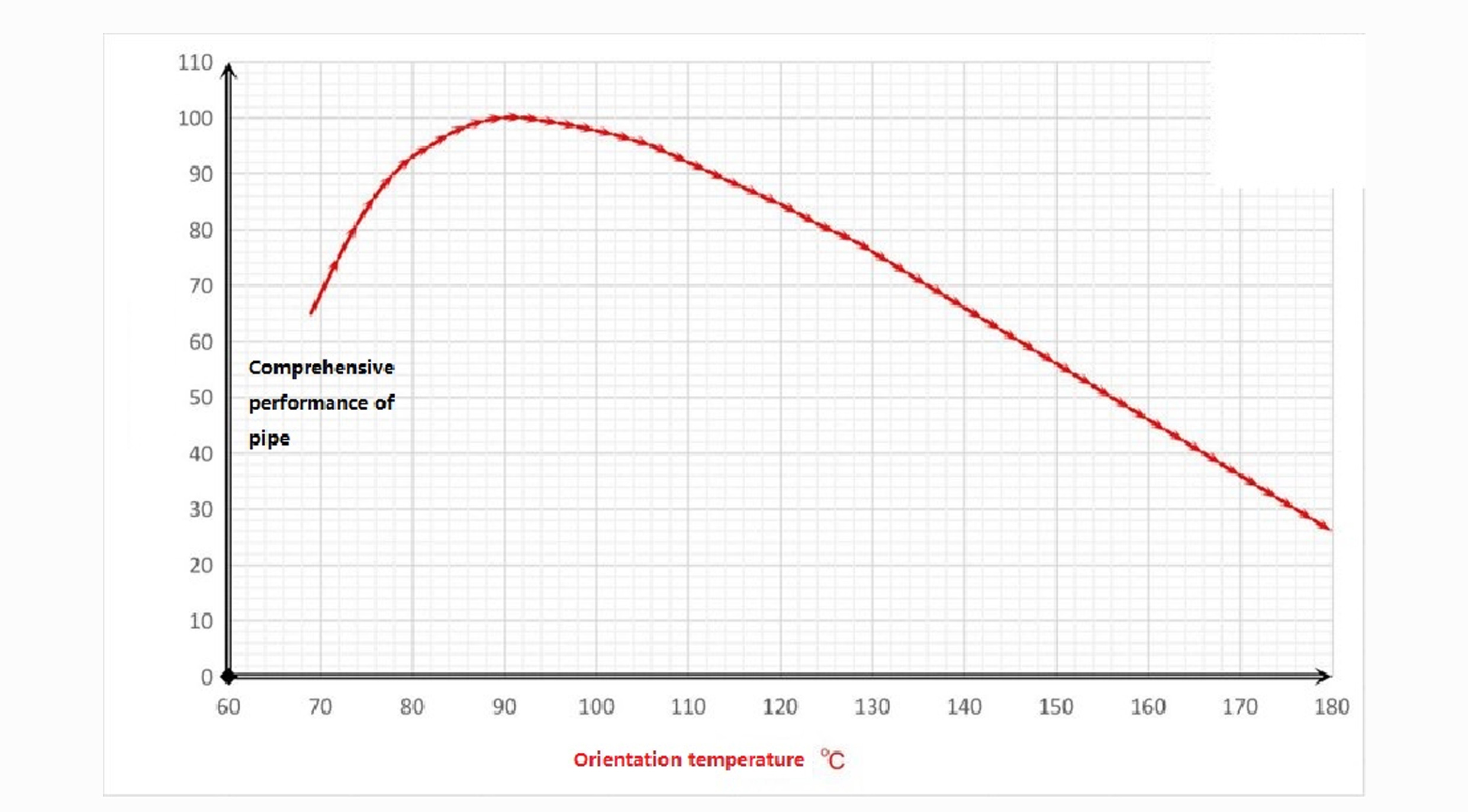
PVC-Oパイプの製造方法
次の図は、PVC-O の配向温度とパイプの性能の関係を示しています。
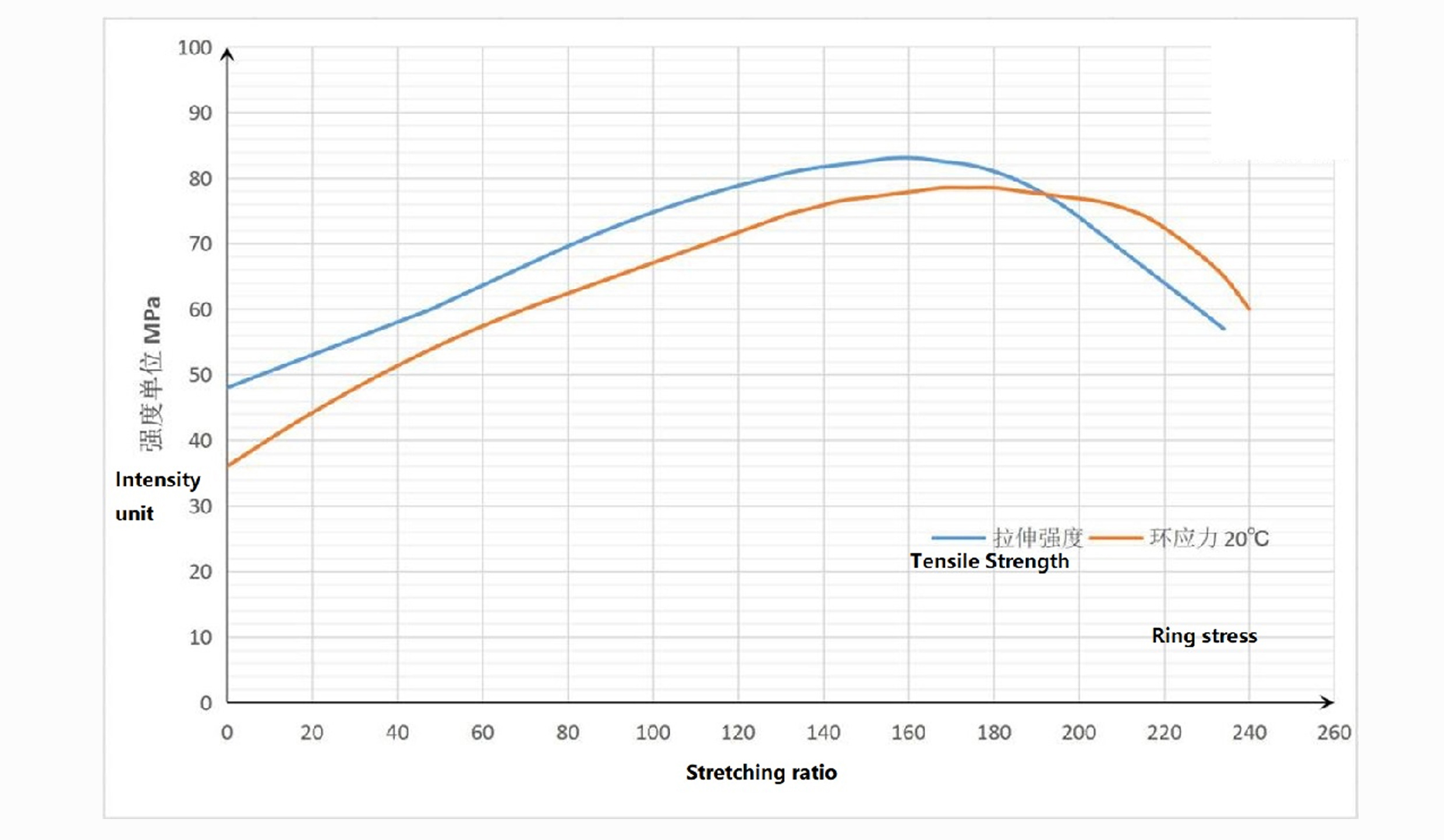
下の図はPVC-Oの伸張率とパイプ性能の関係です。(参考)
最終製品

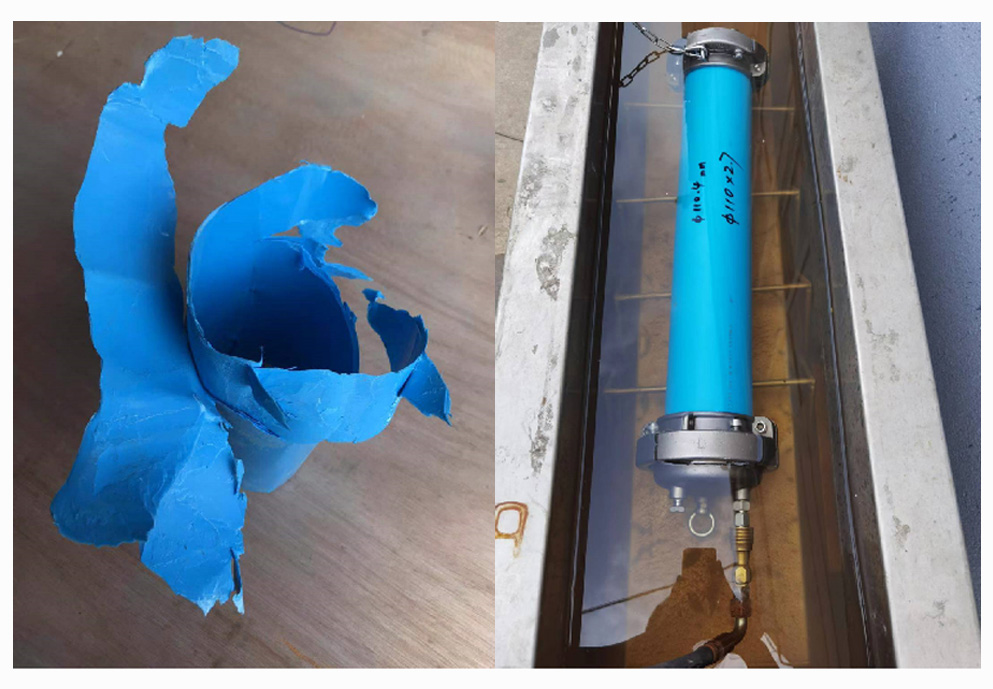
PVC-Oパイプの最終製品写真
PVC-O管の層状状態 圧力試験